
Yüksek mekanik performans, ısı direnci ve sıkıştırma direnci, özelleştirilebilir F sınıfı altın Teflon kendinden yapışkanlı bobin, fotovoltaik ekipmanlar için yeni enerji

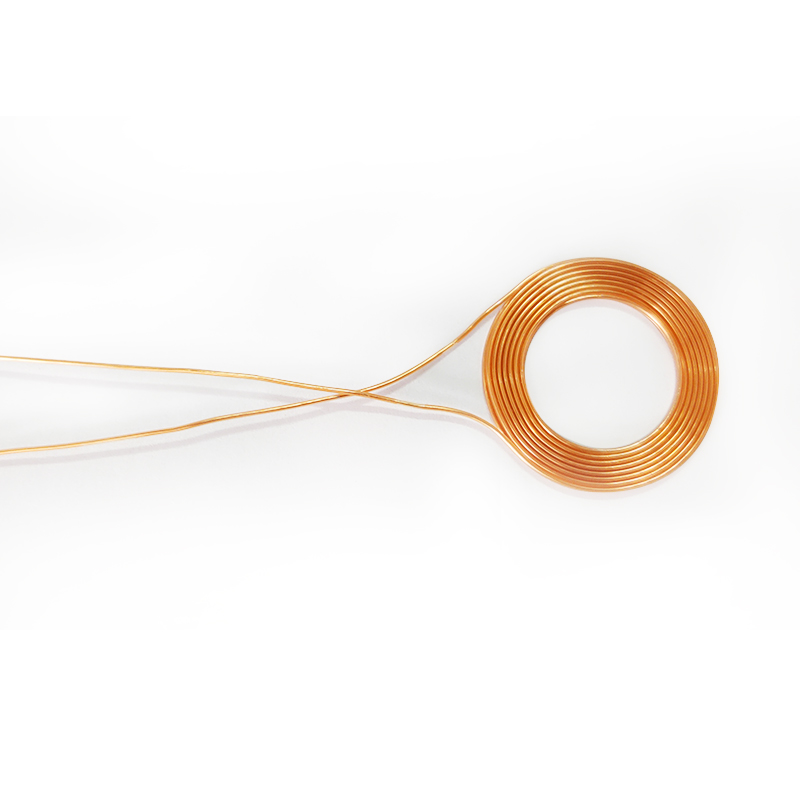

F dereceli altın Teflon kendinden yapışkanlı bobin
Ürün adı:F dereceli altın Teflon kendinden yapışkanlı bobin
Teflon yalıtımlı tel, yalıtım malzemesi olarak floroplastikten (ETFE) yapılmış yalıtımlı bir tel anlamına gelir. Yapışmama, ısı direnci, kayma direnci, nem direnci, aşınma direnci, korozyon direnci ve diğer özellikleri nedeniyle. Diğer yüksek sıcaklık telleriyle karşılaştırıldığında Teflon tel mükemmel termal stabiliteye ve mekanik aşınma direncine, elektriksel yalıtım performansına, güçlü asitlere ve alkalilere karşı dirence, korozyona, yangına ve yanmazlığa, yüksek oksijen indeksine, düşük dumana ve halojensizliğe sahiptir. yaşlanmayan, soyulması kolay tel, yüksek mukavemet ve sürtünme direnci. Teflon telin sıcaklık dayanımı ile dış ambalaj malzemesinin malzemesi arasında belli bir fark vardır. Bunlar arasında ETFE'nin özellikleri, iyi işlenebilirlik, dengeli fiziksel özellikler, iyi mekanik tokluk ve mükemmel radyasyon direncidir. Bu malzeme, politetrafloroetilenin korozyon direnci özelliklerine sahiptir ve politetrafloroetilenin metallere yapışmama ve cinsel kusurlarının üstesinden gelir. Ayrıca ortalama doğrusal genleşme katsayısının karbon çeliğine yakın olması ETFE'yi (F-40) metallerle ideal bir kompozit malzeme haline getiriyor
Performansı mükemmel korozyon direncine sahiptir, neredeyse herhangi bir organik çözücüde çözünmez ve yağa, güçlü asitlere, güçlü alkalilere, güçlü oksidanlara vb. karşı dayanıklıdır; Mükemmel elektrik yalıtım performansına, yüksek voltaja, düşük yüksek frekans kaybına, nem emilimine ve yüksek yalıtım direncine sahiptir; Mükemmel alev direncine, yaşlanma direncine ve uzun servis ömrüne sahiptir.
Bobin şekli kontrolü:
İlk olarak, kare bobinin kenarlarını içe doğru sıkmak için içe doğru ekstrüzyon yöntemini kullanın ve bobinin kalınlığının tutarlı olmasını sağlayın. Ancak buradaki sorun şu ki, tel sarıldıktan sonra ekstrüzyona tabi tutulursa, düzenleme düzgün değilse telin zarar görmesine ve hatalı ürünlerin üretilmesine yol açacaktır. Tek kat sarıldıktan sonra bir kez sıkma yöntemi kullanılırsa makinenin yapısı daha karmaşık olacak ve maliyeti daha yüksek olacaktır. Daha az uyumluluk.
İkinci olarak, dışa doğru bir ekstrüzyon yöntemi kullanılarak sarılmış dairesel veya eliptik bobin, tel düzenlemesinde yüksek hassasiyete ve tüm konumlarda tutarlı kalınlığa sahiptir. Dairesel veya eliptik bobinin iç çemberden dışarıya doğru bir kalıp vasıtasıyla sıkılmasıyla üretilen kare bobin tüm konumlarda tutarlı kalınlığa ve iletkenliğe sahip olur. Bu yöntemin dezavantajı çok katmanlı veya çok kalın bobinleri sıkıştıramamasıdır.
Bu nedenle, bobini sararken, ister açı ister şekil olsun, şeklin kontrolü doğru olmalıdır, aksi takdirde telin performansı etkilenecektir. Ayrıca, fiili üretim ve işleme prosesinde, daha sonraki üretim ve proseslerdeki uygunsuz işlem, izolasyon katmanına zarar vererek bobin performansında önemli bir kalite tehlikesi oluşturabilir. Bu nedenle üretim sürecinde operasyonların kesinlikle üretim gereksinimlerine uygun olarak yürütülmesi gerekmektedir. Sıcaklık ve gerginlik ayarı ürün kalitesine odaklanmalıdır ve körü körüne hızlı olmamalıdır.



2-300x300.jpg)


